

数码印刷
从细节出发,使磁性辊更“长寿”
磁性辊的基本结构
从外观看,磁性辊上较闪亮的是钢质辊体,有序镶嵌、黏结在钢质辊体上的小黑块是磁铁,如图1所示。使用时模切刀紧贴并吸附在磁性辊表面,通过磁性辊转动带动刀片转动,实现圆压圆模切。从结构看,磁性辊主要由磁身、肩铁、轴头和齿轮等部分组成,如图2所示。肩铁与磁身之间的半径之差是一个关键参数,由被模切的产品特性(主要是厚度)来决定,标签行业使用较多的一般在0.480~0.483mm之间。

磁性辊的外观
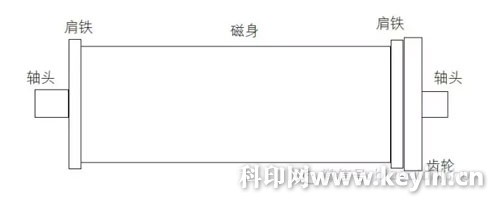
磁性辊基本机构图
磁性辊使用中常遇到的问题
磁性辊在使用过程中一般会出现外界损伤和自身损伤两种情况。外界损伤常表现为搬移装卸时受到碰撞,运转时被卡在磁性辊与齿轮之间的硬物压伤或刮伤,或者在较高湿度环境下生锈等。磁性辊上的磁铁虽然坚硬,但受到碰撞易碎,从而出现裂纹、凹坑等瑕疵。刮伤、生锈等损伤会使磁身、肩铁、轴头等部位出现不平整或粗糙。
自身损伤常表现为肩铁、轴头的磨损和磁身的略微起伏不平整等。分析原因,模切过程中,随着磁性辊转动,始终伴有一定的压力作用并产生摩擦,进而使接触挤压转动部位即肩铁、轴头磨损。另外,磁性辊转动时受自身离心力作用,磁铁有被甩出的趋势;同时受运转时发热、存放时温湿度变化等因素影响,辊身上胶黏剂会外渗。
上述损伤问题,会导致模切时刀痕深浅不一、精度差、压力难于控制、模切效率低等影响产品质量的问题。
磁性辊的日常维护
针对磁性辊使用过程中可能遇到的问题,南彩上海印刷厂www.aituwo.com小编认为可以从以下方面进行维护。
小心搬移、装卸
磁性辊一般较重,搬移前要对磁性辊的关键部位进行防护,如用布、海绵等软质材料对磁身进行包裹。现在有些印刷机在模切工位配有起吊架,利用悬臂梁、铰链及马达等辅助机构装卸磁性辊,这助于安全作业和减少磁性辊的外界损伤。
2.上机时检查磁身、肩铁
磁身主要由磁铁构成,难免会吸附环境中、机器运转或其他磨损产生的铁屑,保持磁身整洁,可便于模切刀的贴附,避免局部模切过深;清除肩铁铁屑,可避免肩铁刮伤,利于模切压力的精确调节。
3.检查磁性辊齿轮与模切底辊(即模切承压辊)齿轮
齿轮间良好啮合有利于动力平稳地传递,磁性辊稳定地转动,应避免非正常的巨大扭力或震动带来的冲击。除此之外,还应定期检查磁性辊齿轮和模切底辊齿轮,及时发现如齿变薄、变尖及齿面碰伤、齿面胶合、齿压溃等现象;同时量取齿顶圆直径、齿厚度等参数,判断齿轮是否磨损严重,必要时予以更换。
4.磁性辊安装时、运转前,可对轴承座加注适量黄油,对肩铁加注适量机油
加注润滑油可以有效地减小摩擦和适当降低温度,可以减缓肩铁、轴头的自身磨损,注油的量以不被甩出为宜。最好在肩铁上配有润滑毛毡,这样不仅可以均匀地润滑,而且可以吸附多余的油。
5.磁性辊使用过后需清洁、防护
如果肩铁、轴头、磁身表面有诸如废铁屑、废机油、灰尘等混合污物,需用布清理,擦干净后涂一层薄薄的机油,存放备用。
6.建立磁性辊的使用档案
对于每根磁性辊,根据其对应齿轮的齿数(即轮号)、辊上刻的出厂序列号进行编号并建立档案,从购入之日起对其使用状况做记录。例如记录磁性辊使用年限、使用转数、意外损伤时间、凹凸位置及尺寸大小、检查及注油时间、使用过程中模切不稳或深浅不一等问题。
磁性辊的存放与检测
磁性辊存放环境一般室温25℃、相对湿度50%左右为宜,湿度过大易引起磁性辊生锈、胶黏剂外溢。
在稳定的环境中,建议对磁性辊一年检测一次,一方面检查、记录磁性辊磨损的外观状况,另一方面测量肩铁、磁身、轴头的直径及圆跳动情况。
肩铁、磁身的直径需符合由对应齿轮所计算出来理论值的允许范围;磁身与肩铁之间的高度差,根据刀具的高度不同,也在相应的允许范围内;圆跳动一般需控制在±0.005mm以内,当然也需要根据不同的模切材料和精度标准来判断,对于超出标准精度范围且有维修余量的磁性辊,可以回厂维修,并更新档案。
随着对成本管控及对环境保护的要求更加严格,不干胶材料的底纸会越来越薄,目前已有23μm甚至12μm的底纸,这就对模切技术提出了更严峻的挑战。对于标签印刷设计企业来讲,更需要从原理、细微处了解磁性辊,把握好磁性辊状态,使这一模切的关键部件能持久地正常发挥效能。(责编:彭倩)
- 申明:南彩上海印刷厂刊登此文《从细节出发,使磁性辊更“长寿”》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:HP Indigo数码印刷机的维护保养攻略
- 下一篇:对于数码印刷设计标签现状的行业分析