

数码印刷
浅谈数码印刷设计覆膜产品的色彩管理
覆膜是印刷设计品表面整饰工艺之一。与传统印刷设计品一样,数码印刷设计品也可以覆膜。覆膜是将涂布黏合剂后的塑料薄膜与数码印刷设计纸质产品经加热、加压后黏合在一起,形成纸塑合一的产品加工工艺。
经过覆膜的数码印刷设计品,由于表面多了一层薄而透明的塑料薄膜,表面更加平滑光亮,不但提高了数码印刷设计品的光泽度和牢度,延长了数码印刷设计品的使用寿命,同时塑料薄膜又起到防潮、防水、防污、耐磨、耐折、耐化学腐蚀等保护作用。数码印刷设计品如果采用透明亮光薄膜覆膜,覆膜后的产品图文颜色更鲜艳,富有立体感;如果采用亚光薄膜覆膜,覆膜后的产品会给消费者带来一种高贵、典雅的感受。因此,覆膜后的数码印刷设计品能显著提高商品包装印刷的档次和附加值。
由于在数码印刷设计品上覆了一层塑料薄膜,再加上覆膜时的加热、加压,数码印刷设计品颜色就会发生一些变化,有些颜色的变化还很大。平面设计师和广告客户确认的数码印刷设计样张覆膜前后颜色发生改变,尤其是一些关键的颜色,使他们和最终客户不认可数码印刷设计样张的颜色。解决这个问题,就必须对数码印刷设计覆膜产品进行色彩管理。
数码印刷设计覆膜产品色彩管理的标准
在数码印刷设计品的色彩管理中,我们采用Ugra/Fogra-Medienkeil-CMYK V3国际标准的测控条,共72个CMYK色块,作为数码印刷设计的色彩管理品质检测控制条,数码印刷设计品覆膜后也要采用这个标准,如图1所示。

测控条由3行24列组成,第一行从A1到A24,第二行从B1到B24,第三行从C1到C24。其中包括青、品红、黄、红、绿、蓝、灰、CMY三色灰和一些典型的三色、四色叠印色块。
数码印刷机在普通纸印刷设计时,每天做完色彩管理后,测量Ugra/FOGRA V3的72个色块所得到的Lab值应该是符合国际印刷设计标准的,即与标准相比较所得到的差值应符合:
平均色差∆Eave<3,最大色差∆Emax<6,纸白最大色差∆Emax<3,一次色最大色差∆Emax<5,一次色最大色相差∆Hmax<2.5,灰色平均色相差∆Have<1.5。
我们测量了某次普通纸数码印刷设计色彩管理后每一个色块的测量数值后,得到了表1中的数据。
统计一下数据:
平均色差∆Eave=2.74 通过,最大色差∆Emax=5.55通过,纸白最大色差∆Emax=3.48,未通过,一次色最大色差∆Emax=2.81通过,一次色最大色相差∆Hmax=2.39通过,灰色平均色相差∆Have=0.89通过。其中C21为纸白,色差为3.48,超过3.0的纸白最大色差的标准,是因为采用的数码印刷设计的纸张偏蓝,这里不影响使用;而且2013年的国际标准将纸张分为8种类型,其中优质涂料纸的纸白Lab值为95、1、-4,按此数值得到的色差值为2.4,小于3,符合标准。
普通纸数码印刷设计品覆膜后的颜色问题
在覆膜后,数码印刷设计品的颜色发生了明显的变化,尤其是一些关键的颜色发生改变,表2显示了某一次覆膜后每一个色块的测量数值与标准值的差值。
统计一下数据:
平均色差∆Eave=3.80 未通过(这是关键);最大色差∆Emax=10.47未通过(其中>6的有9块,>7的1块,>8的1块,>10的1块);纸白最大色差∆Emax=3.53,未通过,是采用的纸张原因,上面已解释;一次色最大色差∆Emax=3.12通过;一次色最大色相差∆Hmax=0.96通过;灰色平均色相差∆Have=1.72未通过(明显发现灰色块偏色)。

我们从目测也可以明显发现,经过覆膜后,数码印刷设计品的颜色有了明显的变化,尤其客户关注的一些关键颜色变得不能容忍。因此我们必须对覆膜后的数码印刷设计产品进行色彩管理。
数码印刷设计品覆膜后的色彩管理
采用的软件是第三方的色彩管理软件,这些软件的特点是除了将颜色做准确,满足标准要求外,还能将颜色做稳定,即一直保持颜色的准确。
这里用其中一种软件举例说明数码印刷设计品覆膜后的色彩管理方法。该软件采用循环校准的方法来进行色彩管理,软件用的测试图是TC3,共计544个色块,具体的步骤如下所示:
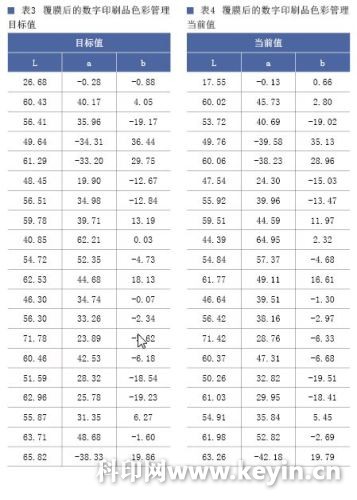
1.在数码印刷设计普通纸印刷设计色彩管理后,印刷设计TC3图,测量后做成覆膜后的数码印刷设计品色彩管理的目标值(如表3所示);
2.将印有TC3图的普通纸印刷设计品覆膜;
3.测量覆膜后的TC3图,将其数据做成覆膜后的数码印刷设计品色彩管理的当前值(如表4所示);
4.统计目标值和当前值的色差,要求满足平均色差∆Eave<3和最大色差∆Emax<6这一目标(平均色差∆Eave=2.09,最大色差∆Emax=4.56,满足标准要求的,可结束色彩管理);
5.如果满足,则结束;否则,进行目标值和当前值的计算,并存储该覆膜校色文件(平均色差∆Eave=2.38,但最大色差∆Emax=9.26,不满足标准要求的,要继续做色彩管理);
6.用存储的覆膜校色文件再印刷设计TC3图并覆膜,再测量为当前值;
7.重复第4步。
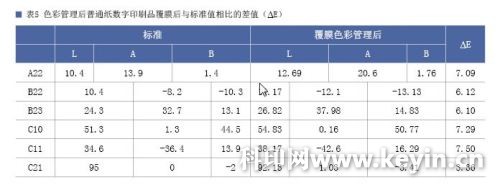
经过色彩管理后,覆膜后的数码印刷设计品的颜色有了明显的改善,表5显示了色彩管理后的普通纸数码印刷设计品覆膜后与标准值相比的差值(∆E)。
统计一下数据:
平均色差∆Eave=2.76,通过;用百分比表示为:(色彩管理前平均色差-色彩管理后平均色差)/色彩管理前平均色差=(3.8-2.76)/2.76=37.7%,即平均色差减少37.7%。
最大色差∆Emax=7.5未通过(但>6的仅5块,其中>7的仅3块),用百分比表示为:(色彩管理前最大色差-色彩管理后最大色差)/色彩管理前最大色差=(10.47-7.5)/10.47=28%,即最大色差减少28%。(色彩管理前>6的色块数-色彩管理后>6的色块数)/色彩管理前>6的色块数=(9-5)/9=28%,即>6的色块数减少44%。纸白最大色差∆Emax=3.36,未通过,由于纸张原因,按新标准优质涂料纸的纸白Lab值为95、1、-4,色差为2.93,小于3,符合标准;一次色最大色差∆Emax=2.7通过;一次色最大色相差∆Hmax=0.46通过;灰色平均色相差∆Have=1.29,通过。用百分比表示为(色彩管理前灰色平均色相差-色彩管理后灰色平均色相差)/色彩管理前灰色平均色相差=(1.72-1.29)/1.72=28%,即灰色平均色相差减少25%。
另外经过目测,覆膜后的样张已和普通纸印刷设计的区别明显减少,已被客户接受。复膜后的M和Y偏青,中间色R偏冷,经过色彩管理后与普通纸印刷设计品比较非常接近;复膜后的中间调层次偏重,层次被压缩,经过色彩管理后与普通纸印刷设计品的状态已很一致;复膜后的灰色调偏差很大,偏冷,经过色彩管理后有了明显改观;人物肤色、静物类图像由偏红、发暗变成正常。
此过程也可运用在传统印刷设计覆膜产品上,将准备输出CTP版的PDF文件使用色彩管理软件中的覆膜校色文件,进行转换成为覆膜后的PDF,将此PDF文件去输出CTP版后印刷设计,即能做到传统印刷设计品覆膜后满足客户需求。
与一般色彩管理的要求一样,需要做到覆膜、印刷设计、原材料的稳定。如覆膜时的加工温度和压力,覆膜要求表面干净、平整、不模糊,光洁度好、无皱折、不起泡等。数码印刷机要做好日常维护,每日进行色彩管理等。这样我们的覆膜数码印刷设计品就能符合标准、满足客户的需求。
- 申明:南彩上海印刷厂刊登此文《浅谈数码印刷设计覆膜产品的色彩管理》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:从编辑视角看按需印刷设计的发展
- 下一篇:“防伪新思维”纸张内嵌信息数字化植入