

包装印刷
烟包卷筒纸圆压圆生产工艺的设计印刷及优化——印刷设计篇
随着烟草行业品牌顺利整合与发展,国产中高速卷烟包装印刷设备顺利投产,为有效提高生产效率,各烟草企业均加快了对卷烟包装印刷设备的技术改造步伐,高速自动包装印刷设备以及卷盘包装印刷设备所占比重越来越大,对卷烟包装印刷材料的质量需求不断提高,这就促使越来越多的烟包印刷设计企业加速配套生产设备的投资,进行产品生产工艺的升级,提高制程自动化和产品质量,有效降低成本。南彩上海印刷厂www.aituwo.com小编所在的蚌埠金黄山凹版印刷设计有限公司就是在这个特定时期,通过购置、联合研发等方式进行了卷筒纸圆压圆生产线的配置。在卷筒纸圆压圆生产线的应用过程中,南彩上海印刷厂www.aituwo.com小编对硬包产品的印刷设计、烫印、模切检品、自动打包等工艺的设计印刷及优化进行了总结,将分成3部分与大家分享。本文首先探讨烟包卷筒纸圆压圆印刷设计工艺的设计印刷及优化。
近几年,业内越来越多的烟包印刷设计企业已经实施卷筒纸印刷设计离线圆压圆烫印模切的生产方式,关于个别产品卷筒纸无缝印刷设计和平张生产工艺在节省纸张方面的优势及差别等,本文不再叙述,主要提出以下几个要点与同行探讨。
关于印刷设计收卷系统
烟包印刷设计企业如果计划采用卷筒纸印刷设计卷筒收料生产模式,在选购凹印机或加装卷筒收料装置时,最好采购主动收卷的系统,其与被动收卷系统的主要区别如下。
(1)主动收卷由电机经机械传动直接驱动收卷轴收卷,一般采用二轴(或三轴)转架式结构。而且,为了保证收卷轴收卷松紧一致,主动收卷必须要使收卷轴与复合线速度相同,因此要求有恒张力、恒线速传动,并且要求随着卷径的增大而转速下降的恒功率径动。此外,主动收卷还要求选用传动力矩与转速成反比的软特性电机,当前采用较多的为交流力矩电机和串激直流电机,其中,串激直流电机的特性与主动收卷特性相近,收卷质量较好。
(2)被动收卷就是将收卷两侧用气缸压紧于大直径表面辊上靠摩擦力带动来收卷,因而收卷辊的线速度应始终与表面辊一致。由于烟用纸张较厚,内外圈收卷张力难以一致,因此对于卷筒纸无缝印刷设计,容易导致印刷设计图案重复长度产生变化,尤其是薄型铜版纸,如果印后加工套印要求较高,往往套印损耗较大。
对于原厂直接配置的收卷系统,例如博斯特凹印机大多配置法国Monomatic公司的收卷单元,一般厂家会进行详细的培训。有时厂家也会加装其他系统,例如我公司有一台博斯特凹印机最初配置的是连线切平张单元,后来加装了马汀收卷系统。该系统采用主动收卷设计印刷,但在调试过程中曾出现印刷设计套准很好收料也很整齐,但纸卷在后工序离线圆压圆烫印时套准跑动大、废品率惊人,经过反复检查分析,最后发现原因在于印刷设计张力和收卷张力没有匹配好,印刷设计图案重复长度不符合要求。
印刷设计图案重复长度的确认
国内烟包凹印制版主要集中在运城制版和精工制版两大集团,个别外烟指定印尼等厂家制版,都使用电子雕刻、激光雕刻等工艺,经过多年发展,各厂家的版辊质量都比较稳定。
但由于不同烟包印刷设计企业的凹印设备品牌、驱动方式各有不同,在制定传统卷筒纸印刷设计切平张制版工艺,确定印刷设计周长时,烟包印刷设计企业大多采用以下几种方式。
(1)版辊直径按照0.02mm递增,多见于传统的机械轴驱动凹印机。
(2)版辊无递增或递增很小(例如0.01mm),多见于电子轴驱动凹印机。
(3)版辊无递增,印刷设计图案周向整体放大。
无论采用何种方式,需要确保的是印刷设计收卷后,关键色的重复长度与设计印刷周长的误差为±0.15mm,且内外圈保持一致,如果关键色不是第一色,需要对每色直径重新计算,个别色直径可能需要递减,有利于圆压圆后加工的套准。
套准光标的设计印刷
1.走纸方向(周向)套准光标的设计印刷
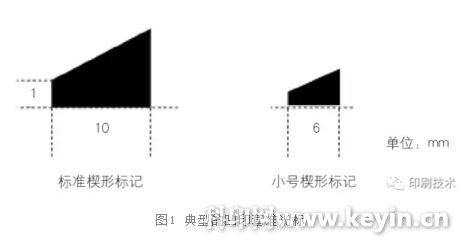
应根据凹印机套准系统的要求来确定,与传统的卷筒纸印刷设计切平张方法一致,大部分使用三角标记或着楔形标记,以博斯特820凹印机为例,标准的楔形标记长度10mm,楔形短端1mm,如图1所示,小号楔形标记长度6mm,多用于软包烟包的套印。
对于卷筒纸印刷设计后还需进行烫印、模切的烟包产品,需要了解清楚烫金机、模切机套准系统的工作原理和要求,在纸张适当位置单独印刷设计后加工烫印、模切需要的套准光标或识别标记。
目前,卷筒纸烫金机、模切机等后加工设备在走纸方向上的套准光标主要有以下几种:矩形标记、色差明显色块(可以是印刷设计图案的一部分)、共用印刷设计套准的楔形标记。该套准光标一般制作在相应加工工序关键套准色的印版上。制作后加工套准光标时应注意以下两个问题。
(1)个别品牌型号的卷筒纸印刷设备的套准系统防干扰性不强,周向套准光标前后30mm内不能有干扰,如产品图案、凹印套准标记、色块等,有的可以做到20mm的抗干扰能力,个别设备甚至要求套准光标在整个圆周内都不能有其他干扰图案,但这会影响以后的生产成本,在购置设备时应重点考察。
(2)大多使用矩形标记,宽度3mm,长度大于5mm,一般为3mm×7mm。个别品牌凹印机使用了欧特美(Eltromat)公司的Sincon-star套准系统或者博斯特的Registron套准系统,可以直接识别印刷设计套准楔形标记,还有个别设计印刷方案使用摄像头微点标检测传感器,光标特别小,该方案价格较高,使用较少。
如果条件允许,每个重复周长内周向套准光标的数量尽量与后加工烫印、模切周期一致或者成比例关系。例如,硬包小盒一般采用18联印刷设计、18联烫印、24联或30联模切,此时可以考虑在每横排的空余位置做一个套准光标,可供烫印和模切纵向套准共同使用,这样既可以提高后加工设备套准光标的识别能力,又可以缩短后加工设备套准时间,减少材料浪费。
2.轴向(横向)套准光标的设计印刷
轴向(横向)套准大多采用纠偏导正装置来实现,套准光标一般为连续的跟踪线,宽度为0.5~2.0mm,个别凹印机也使用跟踪线横向纠偏,则该跟踪线可以共用。需要注意的是,采用识别印刷设计套准楔形标记的系统,使用套准信号直接驱动纠偏器,则不需要该跟踪线。
个别采用光点探头的纠偏系统探头精度低,抗干扰能力不强,且要求跟踪线左右两侧必须预留2mm空白,不能有干扰,这将造成纸张的浪费,设备选型时必须注意,推荐使用CCD/CMOS探头的纠偏导正系统。
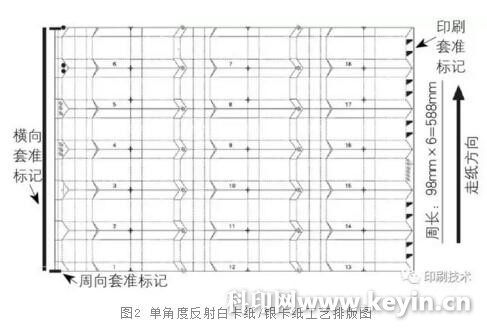
以某品牌凹印机为例,传统的单角度反射白卡纸/银卡纸工艺排版图如图2所示。
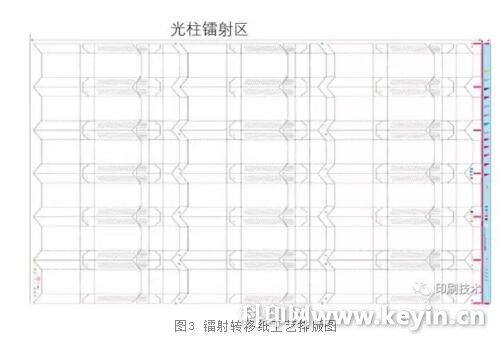
对于镭射转移纸,特别是光柱镭射纸,如果套准光标直接印刷设计在镭射区,套准光电探头在识读标记时容易产生漫反射,信号波形不稳定,套印波动大,一般给印刷设计套准预留独立的白边或银边,典型的排版图如图3所示。
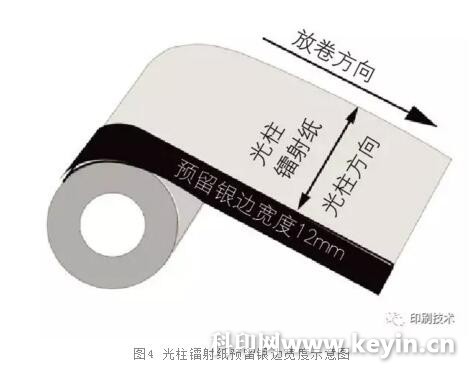
预留白边或银边一般为10~12mm(如图4所示),对于硬包小盒,拼版横向尺寸一般为730~735mm,如果设备采用支持CCD/CMOS探头的纠偏导正系统,图3中跟踪线的宽度为1mm,与产品的出血位重合,与图2相比可节约4~6mm纸张。
3.其他标记的设计印刷
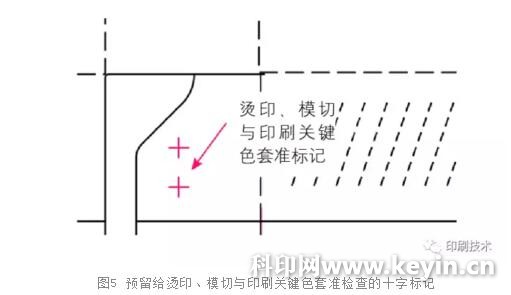
卷筒纸烫印、模切加工可能还需要其他标记,如预留给烫印、模切与印刷设计关键色套准检查的十字标记,如图5所示。
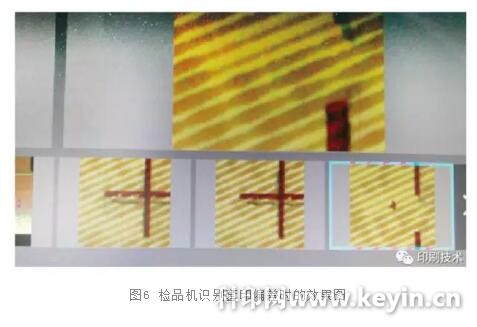
制作这些标记,主要是为了方便后工序的检品机识别印刷设计关键色与烫印、凹凸、模切的套印偏差,检品机识别套印偏差时的效果图如图6所示。
卷筒镭射纸印刷设计套印工艺的优化
如前所述,对于光柱镭射纸,需特别预留单独的10~12mm的白边或银边,对于批量大的产品,长期生产有较大的固定损耗。个别型号的凹印机,如博斯特较新型号的机型,可以对其Registron套准系统进行升级,增加信号放大、滤波系统,同时对套准软件算法进行升级,可以将套准光标直接印刷设计在光柱镭射区,这样不需要白边或银边,也能保证套准。
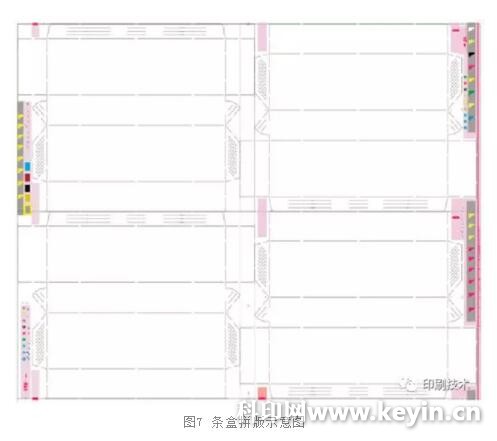
如果凹印设备的套准系统升级困难,但印刷设计色组数足够,经过反复实验,我们实施了一种反向套印的方法供同行参考,将所有的套准光标印刷设计在成品余料区域,在第一色套准光标前,印刷设计遮盖力强的油墨垫底,如白色、银色,将光柱的强反射光遮住或部分遮住,减少漫反射,使得套准光电探头读出来的信号杂波较少,波形稳定,这个垫底的第一色以第二色为基准,反向跟踪套印,也能实现套准,同时还可以在色组间增加反向套准的跟踪监视,从而可以去掉10~12mm的白边或银边,有效节约纸张。以条盒为例,纸张幅宽由740mm减小为730mm,拼版示意图如图7所示。该条盒产品通过插拼,同时将套准光标放在插拼的余料中,纸张节约率达到1.4%。
上述内容便是南彩上海印刷厂www.aituwo.com小编在烟包卷筒纸圆压圆印刷设计工艺的设计印刷与优化方面总结的一些经验,希望能够帮助业内同行在实施相同工艺时有所启发。下一篇,南彩上海印刷厂www.aituwo.com小编将探讨烟包卷筒纸圆压圆烫印、模切工艺的设计印刷与优化,特别是本文中提到的各种标记在后加工中的实践效果和优化思路,请持续关注。
(作者单位:蚌埠金黄山凹版印刷设计有限公司)
- 申明:南彩上海印刷厂刊登此文《烟包卷筒纸圆压圆生产工艺的设计印刷及优化——印刷设计篇》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:纸盒包装印刷 无个性不设计印刷
- 下一篇:瓦楞纸板生产线的工艺控制和标准化