

包装印刷
柔印冷烫?用错网纹辊怎么行!
柔印冷烫这个词大家并不陌生,冷烫的效果取决于作业中的各项参数设置,其中胶粘剂的涂布量也是关键因素之一,所以网纹辊的选择就显得尤为重要,今天咱们就来分享一下柔印冷烫作业中,网纹辊的的上胶量如何控制吧。
什么是冷烫?
冷烫由于其特殊性,又被人们称为印刷设计中的“第五色”。其实质是印刷设计与覆膜技术的结合。
从装饰角度看,冷烫的突出优势是其可以通过烫后印来实现各种各样丰富的金属色彩,以银色电化铝打底,配之以合适的印刷设计油墨,即可呈现绝大多数色泽,而不须如热烫般储备各种不同颜色的热烫箔。
冷烫既可满版实地烫印也可局部烫印,且能实现精细线条、半影调、网点过渡、镂空等多种装饰效果。

标签窄幅轮转冷烫样张
冷烫系统
按印刷设计与进料方式的不同,目前的主流工艺有单张胶印冷烫和窄幅轮转冷烫,单张胶印冷烫主要用于包装印刷行业,窄幅轮转冷烫则主要配合柔印应用于标签行业。柔印冷烫也是不干胶标签最常用的冷烫工艺。
柔印冷烫系统主要分为四个部分:涂布UV胶黏剂、冷烫箔放卷/覆箔、胶黏剂UV固化和冷烫箔收卷。下图所示就是一个典型柔印冷烫系统结构图和工作原理图。
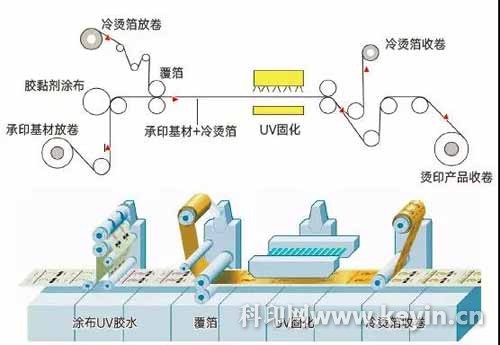
典型的柔版冷烫单元结构示意图
柔印冷烫效果取决于冷烫作业中的各项参数设置,诸如:胶黏剂涂布量、承印基材选择、覆箔辊的硬度和覆箔压力、UV固化功率、烫印速度、收放卷张力、剥离角度等。
网纹辊上胶量
胶黏剂涂布量取决于网纹辊的上胶量,要根据烫印图案和承印基材来选择正确的网纹辊。
烫印精细图案时,网纹辊的上胶量要小一些,需使用高线数的网纹辊;反之,烫印大面积的图案,则可以使用低线数的网纹辊。

连线烫后印刷设计、上光样张
烫印表面光滑、吸收性较弱的承印基材,网纹辊上胶量要小;而烫印表面粗糙、吸收性较强的承印材料,网纹辊上胶量要大。
经验数据是:烫印非吸收性材料或塑胶时,正常上胶量是2~5g/m2,需要选择规格为180L/cm、6cm3/m2网纹辊。
烫印吸收性强的材料,如纸张,可从规格为100L/cm、14cm3/m2的网纹辊开始考虑,不过,并不建议直接在粗糙及未经过表面处理的承印材料上直接涂布UV胶黏剂,建议先涂布底油。
下表是国外冷烫上胶量高、中、低档标准所对应的网纹辊参数,供参考。
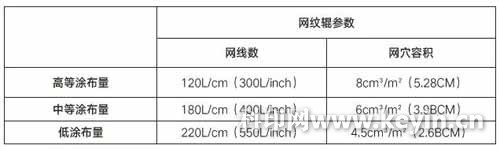
国内冷烫上胶量高、中、低档标准所对应的网纹辊参数
实际冷烫作业中,胶黏剂涂布量要根据冷烫印品的具体要求、与之相关的其他因素,在实践中通过摸索找到可行的标准配置。
- 申明:南彩上海印刷厂刊登此文《柔印冷烫?用错网纹辊怎么行!》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:精品纸盒快速成型?没有不可能!
- 下一篇:除了设计印刷,你还要懂得这些印刷设计知识!