

印刷技术
不同膜制品的表观质量检验方法
在包装印刷设计行业,薄膜会在许多加工工序(如印后覆膜、冷烫工艺)和材料(如喷铝转移纸、覆膜纸)中得以应用,其表观质量与加工工艺的稳定性及材料的使用性能都有直接的关系,甚至会影响包装印刷产品的成品质量。那么,要想防止残次的薄膜流入包装印刷设计加工环节,薄膜的表观质量检验环节就显得尤为重要。下面,南彩上海印刷厂www.aituwo.com小编就根据薄膜的不同用途来介绍其表观质量检验方法。
印刷设计膜的表观质量检验方法
为了保证印刷设计膜的质量,其表观质量检测必不可少,而且还要根据印刷设计材料的不同(一般有透明清漆和彩色油墨)而采取不同的表观质量检测方法。
针对在透明薄膜表面上涂布透明清漆的情况,由于薄膜和清漆都是透明的,如果将薄膜平铺在看样台上很难准确判断其表面是否平整、均匀,或是否有其他质量问题。为了更有效地检验薄膜表面的涂布效果,较好的方法是在薄膜收卷轴上方安装日光灯,将卷膜割断,操作人员借助卷膜的收卷力,用两只手拉住薄膜的两端(如图1所示),将卷膜从收卷轴上拉出一部分,使薄膜放平绷紧,让收卷轴上方的日光灯照射在薄膜表面,再反射到眼睛内,便可以通过肉眼直接观察薄膜表面的质量了(其原理如图2所示)。
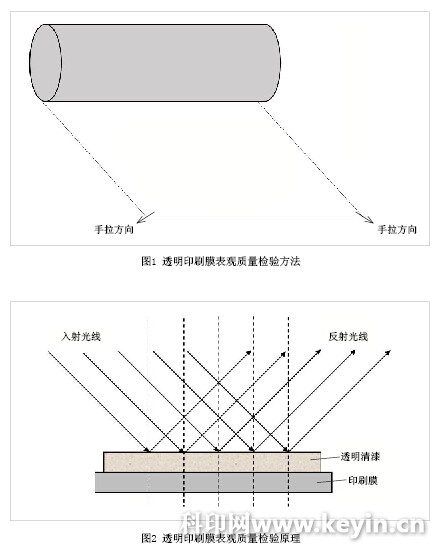
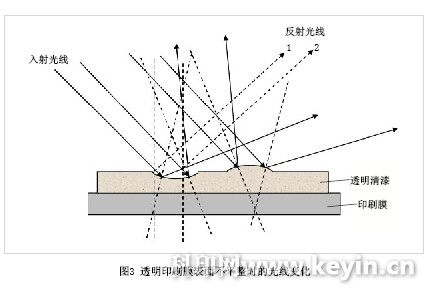
如果薄膜表面涂布的清漆流平不良,或出现其他不良情况,势必会导致清漆成膜后表面凹凸不平(微观),当日光灯的平行光入射时,反射光线的角度和路线必然会发生改变,从而出现某些区域增亮或减暗的视觉效果。具体表现如图3所示,当图中原本应该存在的反射光线(虚线1和虚线2),因反射界面出现凹陷而导致其法线位置发生变化,使得反射光线随之发生变化,偏离虚线位置时,人的视觉效果就是其对应位置变暗。
值得一提的是,对于透明清漆印刷设计效果的检验,南彩上海印刷厂www.aituwo.com小编不建议采用透射光,即人眼与光源分别位于膜两侧的方式进行观察检验,由于对比度不强,采用此方法几乎不可能观察到印刷设计不均匀等质量问题,容易将原本不合格的印刷设计膜误判为合格,既耗时,又会对后期的印刷设计生产带来麻烦。
如果是在透明薄膜上印刷设计透明的有色油墨,依然可以使用反射光观察的方法对其表面进行检验。操作人员能非常方便地观察到印刷设计膜表面是否印刷设计均匀(比如是否有彩虹条或泛彩),是否存在漏涂点、印刷设计缩孔或印刷设计气泡等质量问题。在检验过程中只需要通过调整手的高度,就可轻松达到调节光线的入射角度和反射角度的目的,从而达到最佳的检验状态。
此方法的操作关键在于,检验时一定要将薄膜展平,且薄膜下方应远离物体(如地面、桌面等),使其下方能够自然形成空气屏,以防下方物体表面的反射光线对观察膜表面的光线造成干扰,影响最终的观察效果。如果薄膜已经下机,则可以取一段长度的薄膜,两名操作人员分别拽住薄膜的两个角将其拉开展平,拿到光源下,并通过调整手的高低来调整光线的入射角度和反射角度,对薄膜的表观质量进行观察和检验。
除此之外,还可以将薄膜从卷轴上取下来,铺在垫有白纸的台面上进行观察,也能非常便捷地观察到是否有漏涂点或涂布不均的现象。而相对透明薄膜来讲,非透明薄膜的表面质量检验则容易得多。
镭射膜的表观质量检验方法
镭射膜的表观质量检验主要分为两大类,即镭射瑕疵检验和镭射亮度检验。
1.镭射瑕疵检验
膜表面的涂层(也可以是可软化的膜本身,如BOPP膜等,下同)通过压辊被压出无数微观的“棱镜”和“光栅”,当光线穿过这些“棱镜”和“光栅”涂层(或在涂层表面反射)时,会产生干涉或衍射,从而呈现出镭射效果。如果镭射膜上有镭射瑕疵,比如压辊出现较为细小的凹坑,模压时,压辊每走一圈,其对应位置镭射版上的光栅都将无法被压印到膜面的涂层上或者压不实,导致镭射膜表面原本应有的“棱镜”和“光栅”全部丢失或部分丢失,则其对应位置将无镭射效果或镭射效果减弱。膜镀铝后,凹坑对应位置就会形成无镭射效果的小黑点或隐约可见的小黑点。
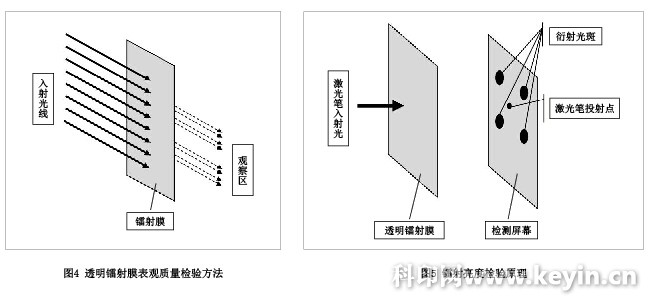
在这里,南彩上海印刷厂www.aituwo.com小编想重点介绍一下透明镭射膜的检验方法。透明镭射膜的涂层和基膜都是透明的,膜表面的反射光强度有所弱化,而透射光强度较强,所以在入射光线同一侧观察的效果,就没有位于入射光线对面一侧观察的效果好。因此,对于透明镭射瑕疵的检查一般采用强透射光的方法,即较强入射光线和观察区分别位于透明镭射膜的两侧,如图4所示。此方法有诸多优势,能大大提高镭射瑕疵的检验效率和检验准确率。
2.镭射亮度检验
除了镭射瑕疵,镭射亮度是另外一个衡量镭射膜质量好坏的重要指标,其用于表征镭射膜是否压得透亮、不发虚。目前,市场上普遍采用热压方式生产镭射膜,镭射亮度主要受模压温度、模压压力、模压速度(可理解为模压受力时间)、涂层软化温度等可变因素的影响。因此,在现实情况下很难用肉眼比较两张相同图案镭射膜的亮度差异,尤其是两张都是透明膜时,比较起来难度更大。
镭射膜的“棱镜”和“光栅”越深,其对光线的干涉和衍射影响将越大,即镭射效果越好,镭射亮度也越亮。因此,可以通过光线的干涉和衍射的效率来表征镭射膜的亮度。具体做法是采用激光笔照射透明镭射膜表面,当光线通过透明镭射膜时,可能不产生衍射光斑,但也可能产生2个、4个或8个对称的衍射光斑。对于产生衍射光斑的镭射膜,如果每次检测时激光笔到透明镭射膜的距离都是固定的,并且透明镭射膜到检测屏幕的距离也是固定的,用衍射光斑光强度与激光笔光强度的比值可以表征镭射膜的衍射效率。如此一来,镭射亮度的检验就转变为激光笔的光强度检测和衍射光斑光强度检测,操作起来就非常容易,且可以量化,其检验原理如图5所示。
镀铝膜的表观质量检验方法
镀铝膜对光线的反射能力比较强,其表观质量比较容易检验。对于镀铝膜,主要检验其光洁度,检验时从反射光的角度进行观察和检验,即入射光线与检测点位于镀铝膜的同一侧。而采用透射光可主要检测镀铝层的厚度及镀铝层是否均匀、平整,是否发生擦伤透光点等质量问题。
- 申明:南彩上海印刷厂刊登此文《不同膜制品的表观质量检验方法》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:不干胶材料印刷设计蛇行现象分析
- 下一篇:薄膜凹印水墨“实战”分享