

印刷技术
你会看数码样吗?
不同人员看样的侧重点有所不同
1.印前人员如何看样?
在印前环节,数码打样样张可以用来检查和校对产品版式设计印刷、文字编排及图像复制效果,从而给印前制版效果把关,是印前生产中进行质量监控的关键依据。
一看样张的内容是否正确:包括样张尺寸,完整性,版面中的文字、图像、图形(色块、商标)。检查依据是印前生产工单的加工要求。
二看样张的状态是否正常:包括数码打样测控条的网点是否有严重缺陷,有无条杠、缺墨、糊版现象,有无层次明显跳变、饱和度不够、效果不自然、渐变虚化不正常等。发现问题时,及时通知技术部门解决,避免不合格样张流入下一工序。
三看图像和图形的呈现是否达到预期。客户、平面设计师、调图人员通过样张来判断图像和图形是否有缺陷,是否需要进一步优化,把暴露出的颜色问题在前期就解决掉。
2.印刷设计人员如何看样?
在印刷设计环节,数码打样样张是印刷设计进行产品批量生产的控制依据。在业内,客户签字确认过的数码打样样张被当作颜色评判的直观标准来使用。
由于数码打样和传统印刷设计在设备和油墨等方面存在客观差异,所以就产生了数码打样和传统印刷设计颜色如何匹配的问题,即如何进行色彩管理。无论是直接采集良好印刷设计状态下的能反映印刷设计适性的印刷设计样张来形成数码打样的颜色控制曲线,还是直接采用反映印刷设计标准的ICC特性文件来形成数码打样的颜色控制曲线,经过色彩管理产生的数码打样样张,都要能准确反映印刷设计范围内的阶调、层次、灰平衡、基本色的颜色特征,这样的数码样张拿到印刷机台后更“好追”,可缩短调机时间,提高印刷设计效率。反之,数码打样样张就失去了呈现颜色的意义,不能在客户、印前、印刷设计之间起到连接作用。
在实际应用中,阶调、层次、基本色的颜色特征在现在色彩管理技术中都能很好地在数码打样中呈现,不能良好匹配的特性基本都出现在灰平衡的浅色区域,因为这个区域受到纸白的影响明显。同样的油墨比例,印在不同品牌的同类纸上,浅色区域的颜色差异会比较大。
所以在印刷设计过程中,观看颜色的合理顺序应该是:阶调、层次、基本色的颜色特征、灰平衡的深色和中间色区域,这些要素得以良好匹配以后,再来观察和评价灰平衡的浅色区域。如果没有问题,就说明当下使用的数码打样和传统印刷设计配合良好,如果某些要素不能良好匹配,就要针对性地加以调整和改进,直到问题解决或改善。
3.客户如何看样?
从客户角度来看,数码打样样张所呈现的效果就是印刷设计成品样张需要达到的标准,具备合同样张的属性,是客户最终验收印刷设计品的质量依据,如果没有这个依据,在印刷设计过程中一旦产生颜色纠纷,客户就会以不满意为由拒绝签字验收、拒绝付款,就会给印刷厂造成损失。有了数码打样样张,大家就可以直观地评价质量差异问题了。
不同类型的客户对自己活件的颜色特性有不同的理解,因此数码打样要正确反映这些特性,并能在印刷设计中实现出来。例如:国画类印品的客户要求墨色的呈现要准确,不许有偏色,国画上印章的色相、底色的色相是他们的关注点;人物类印品的客户特别要求肤色不能偏色,有些客户不允许肤色偏红,有些客户不允许肤色偏黄。
因此,数码打样样张出来以后,如果客户的活件特性未能满足,就要及时和客户沟通,重新调整图像,直到客户签字确认,让数码打样样张变成合同签样才可以,那么怎样看数码打样就非常重要了。
主客观评价相结合来看样
数码打样样张的观看和判断是以主观观察为主,还是以客观数据为主呢?我们认为,数码打样的正确与否,要以主观观察为主要参考,并以客观数据为基础。
1.以主观观察为主要参考
看样要以主观观察为主要参考,但主观观察还需要有客观条件来配合。
(1)照明条件
数码打样样张的图像和颜色质量在生产过程中会被反复地进行主观视觉评估,由于样张的观察条件千变万化,同一样张在不同的观察条件下会有不同的色貌。为了保证主观视觉评估的正确性,必须使用国际标准规定的观察照明条件。ISO 3664从照明体色温、照度、显色指数、照度均匀性等方面规定了标准观察条件。
印刷设计品的鉴定比较条件P1规定照明体色温为D50、照度为2000±500lx、显色指数≥90、照度均匀性≥0.75,一般购买的D50灯管均为4800K左右,达不到5000K,因此我们就用两根D50灯管和一根D65灯管组合,色温为5300K左右,1个月后就变为5000K了。这种标准的观察条件通常用在印刷机台上,比较印刷设计样张和数码打样样张的区别,尤其是在比较高的照度下能够在较高的密度时对颜色和层次阶调进行较严格的评判和比较。
印刷设计品的实际评价条件P2与P1的区别是照明体照度为500±125lx,其他都一样。这种标准的观察条件通常是在计算机旁比较显示器显示的软打样和数码打样样张的区别,或是用在办公室、会议室对数码打样样张的评估,这种评判条件与客户的使用条件一样,更方便得到最终用户的满意。
(2)环境条件和背景条件
在上述照明条件下还要在中性灰的条件下进行观察,即观察数码打样样张时,周围的墙壁和地面应该是中性色,避免鲜艳的颜色影响观察结果而得出错误的结论。
(3)观察条件
满足以上条件后,如果不满足观察角度这一观察条件,就不能得出正确的结论。在实际观察数码打样样张时,我们发现改变一下样张的角度,就会得到不同的结论。
正确的观察角度应该是,光源与样张表面垂直、观察角度与样张表面成45°夹角,或者光源与样张表面成45°夹角、观察角度与样张表面垂直。
(4)观察者条件
观察者身体健康;不要连续对样张进行评价,以免因视觉疲劳而产生误差;观察者过分喜怒哀乐,也会得出错误结论。
2.以客观数据为基础
是否以主观观察为主要参考后,客观数据评价就不重要了呢?实际上,看样的大量工作还是在客观数据上做文章。
鉴定数码打样质量通常采用的是符合FOGRA 39 V3标准的测控条(如图1),其共有72个色块,包含了CMYKRGB色块、灰平衡色块以及一些典型颜色的色块,这些色块分别代表了数码打样所要表达的主要颜色。
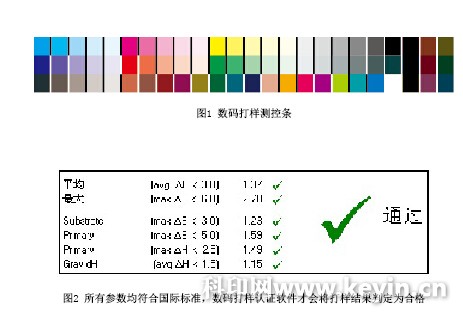
采用数码打样认证软件和分光光度仪测量该测控条,符合国际标准的就认为合格,否则要重新做数码打样的色彩管理,直到合格为止(如图2)。
总之,数码打样样张的观看与判断需要依托一定的客观条件,再加上观察者对数码打样样张和实际印刷设计样张特性的了解,这样在实际应用中才能发挥出数码打样的优势,更好地指导生产、服务客户。
- 申明:南彩上海印刷厂刊登此文《你会看数码样吗?》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:凹印联机二维码喷印工艺探索
- 下一篇:如何调整外来电子文件的色彩?