

印刷技术
拼版与纸张开料的几点关系
对于传统商务印刷设计来讲,拼版方式直接决定着纸张的开料方式以及印装方式。优化后的高质量拼版方式往往能直接提高印装质量和效率,降低成本。
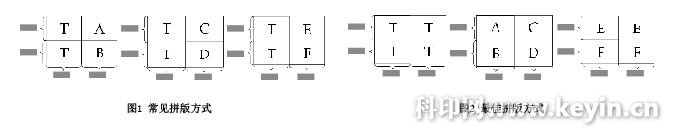
先对正常对开印刷设计进行浅析。假如印刷设计6种相同数量的横向420mm×285mm双面彩色DM单页,且背面内容都一样,用T表示,正面分别用A、B、C、D、E和F表示,极为常见的拼版方式如图1所示,这样看似合乎拼版要求,但明显不是最佳拼版方式。最佳拼版方式应该为图2,这样在没有增加任何成本的同时可大大提高印刷设计效率。
另一例,仍以印刷设计横向420mm×285mm双面彩色DM单页为例,分别用F和T表示正反面。常见拼版方式如图3(a)或者(b)所示,但都存在一定弊端。此时最佳拼版方式为图3(c),其充分考虑了每个墨键控制一个纵向窄条区域,有效降低了印刷设计难度。特别是,如果一个活件的重要内容(或者偏大红、偏大蓝内容)在F的右半部分(或者T的左半部分),该拼版方式的优点就会更加明显,因为对于胶印机来讲,滚筒横向中间部分的颜色再现能力是最好的,印刷设计难度相对较低。如果重要内容在F的左半部分,我们可以在拼版之前将图文先旋转180度,再以上述方式拼版印刷设计。
对于异形开本或者单页来说,更能体现拼版方式在印装过程中的决定性作用,尤其对纸张的开料影响更大。例如印刷设计220mm×300mm的40p内文彩色书刊,按正常思路归为8开印装,即为5个印张、40块CTP版。但是该拼版没有充分发挥对开彩色胶印机的印刷设计幅面性能,一般对开机印刷设计幅面短边都超过640mm(个别机型短边超过700mm)。为此我们可以采用图4拼版方式,将787mm×1092mm纸张改裁为780mm×628mm和780mm×458mm两部分,在不浪费纸张的情况下,成功将该8开画册改为10开印装。这同时将版材利用率、纸张利用率和印刷设计效率等提高了20%,大大提高了效能比。
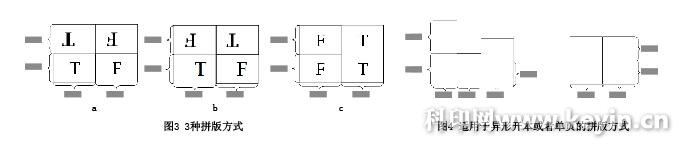
另一例,印刷设计210mm×145mm双面彩色单页,最优拼版为四行四列(比对开的三行四列多印4个单页),利用有效印刷设计幅面为852mm×604mm,同时将889mm×1194mm的纸张改裁为885mm×616mm和885mm×574mm两部分,印刷设计时先印偏大的部分,印完后只需将印版甩口处超出的图文部分修掉,在偏小部分只需要印三行四列即可。该方案提高了纸张15%的使用效率。如果印刷设计同样尺寸穿环式53页(即106p)周台历,原拼版为4.5印张(三行四列式拼版为24开,106p/24开≈4.5印张),采取上述拼版和对应的开料后,为4印张印刷设计(106p/28开≈4印张,当然有需要可以拼6p的其他附带产品),这直接提高了版材和纸张的有效利用率,提高了效能比。
还有一个特例,就是A4答题卡的印刷设计,通常使用的120g/m2双胶纸只有889mm×1194mm的纸张(如果是880mm×1230mm的纸张,可以直接对开印刷设计,但纸张利用率较低,即成本高),也可以按照标准大16开印刷设计。若采用后者,需要把A4图文旋转90度,横向按二行二列的四开拼版,对应四开印刷设计,完全可以解决。
综上所述,优化后的拼版方式,从版材和纸张的利用率,到印装效率,都有大幅度提高,为印刷设计企业直接提高效率、产能和利润率。
- 申明:南彩上海印刷厂刊登此文《拼版与纸张开料的几点关系》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:对海德堡CX102印刷机差动功能的几点思考
- 下一篇:一种凹印机套准系统调节方法