

包装印刷
王健林的小目标 印刷设计中的小问题
王健林的小目标见诸网络的时候,是让普通民众苦笑不得的,“什么?你个大富豪说一亿是小目标?!简直就是没人性嘛”,但是回到王健林的那段采访中,联系上下文,王首富并没有说什么狂妄之语,因为记者的提问是“怎么样成为首富?”他的回答是“你要先给自己定一个小目标,比如说先挣一个亿”。您看,事情的本真和口诛笔伐的舆论往往南辕北辙,发现真相才是理解问题解决问题的方法。对于我们标签印刷设计企业来说,生产过程中总有一些问题出现,不找到原因往往很难解决,今天就让南彩上海印刷厂www.aituwo.com小编带领大家一起来看看,我们的作者是如何在标签印制过程中逐本溯源探究真相的吧。
热熔胶材料胶面印刷设计文字“移位”
南彩上海印刷厂www.aituwo.com小编曾经在一家标签印刷设计企业看到该厂以正面四色、胶面单色印刷设计的双面标签放置一段时间后胶面文字发生“移位”的现象。这款标签的具体生产工艺是:先在不干胶材料正面印刷设计四色图案,而后再将底纸揭开,在胶面印刷设计文字说明书,最后再与底纸复合并模切成型。该标签刚印刷设计好时没有出现问题,但放置了一段时间后发现胶面印刷设计文字有“移位”现象(如下图所示),表现为:有的标点符号错位,有的文字变得模糊不清,导致一大批成品标签报废。
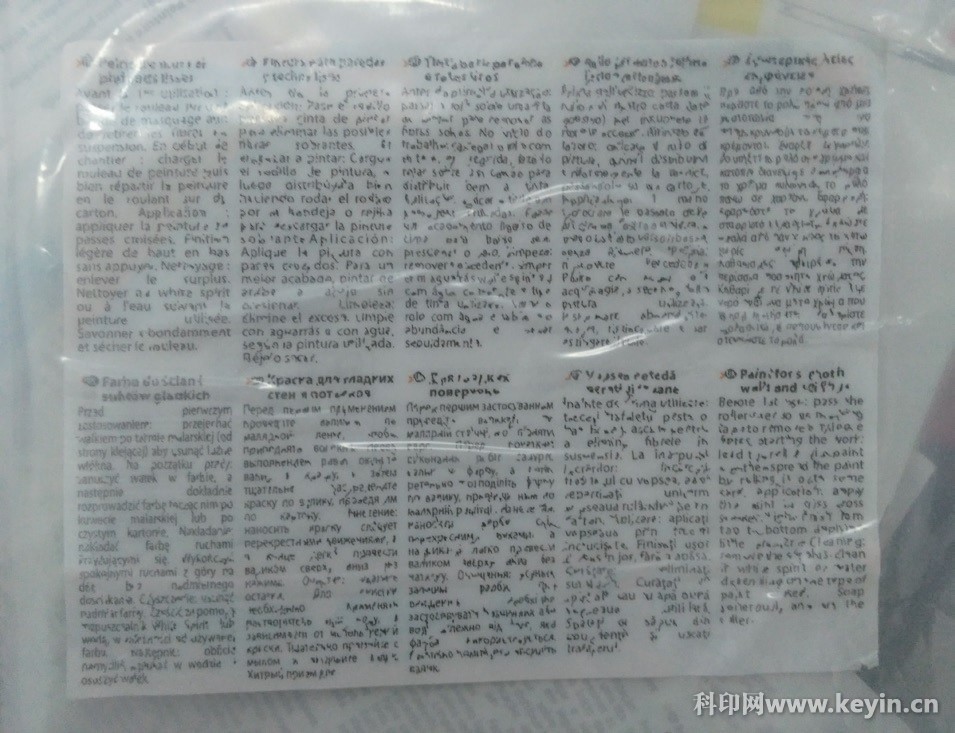
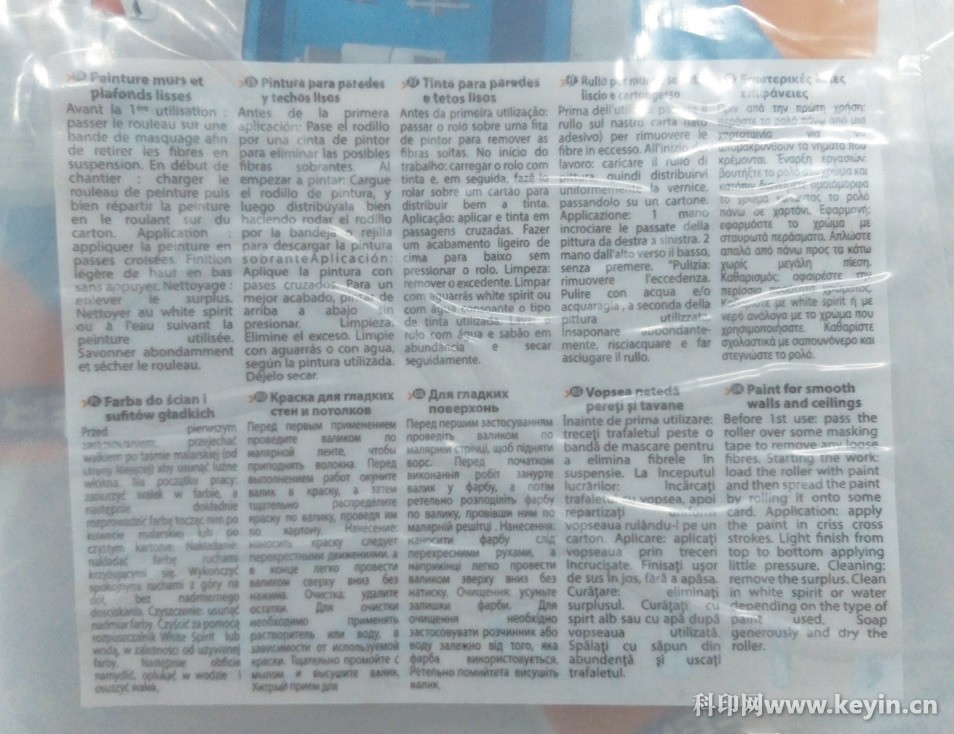
后经南彩上海印刷厂www.aituwo.com小编调查,该企业选用的是热熔胶铜版纸不干胶材料。殊不知,问题恰恰就出在胶黏剂上。因为热熔胶的流动性较强,如果在这种胶层表面印刷设计细小文字,在后序复合、模切过程中一旦标签发生微小的位移,胶黏剂就会跟着流动,从而导致印在上面的文字发生微小的移位而变形或者模糊。
因此建议标签印刷设计企业在生产这种胶面印刷设计细小文字的标签时,尽量不要选用流动性较强的热熔胶材料,而要选择流动性相对较弱的水溶胶材料。同时需要注意,即便选用水溶胶材料,也还是要注意胶层的涂布厚度问题。因为无论是热熔胶还是水溶胶材料,如果胶黏剂涂布过厚,都有可能会导致胶黏剂轻微流动,从而造成印刷设计在上面的细小文字变形。一般来说,印刷设计此类活件,水溶性胶黏剂的涂布克重应该在(18±1)克左右。
标签折叠不整齐、歪斜
有一次南彩上海印刷厂www.aituwo.com小编在加工一款折叠标签的时候发现标签折叠后歪斜相当严重,开始怀疑只是设备张力问题,但无论怎样调整设备张力都无济于事。最终南彩上海印刷厂www.aituwo.com小编找到了问题的原因并成功地解决了这个问题,在此总结如下。
标签折叠不整齐的原因及解决办法导致标签折叠不整齐(见下图)的原因主要是设备张力问题。设备张力不稳定就会造成模切过程中模切刀的位置前、后摆动,从而导致折叠不整齐。
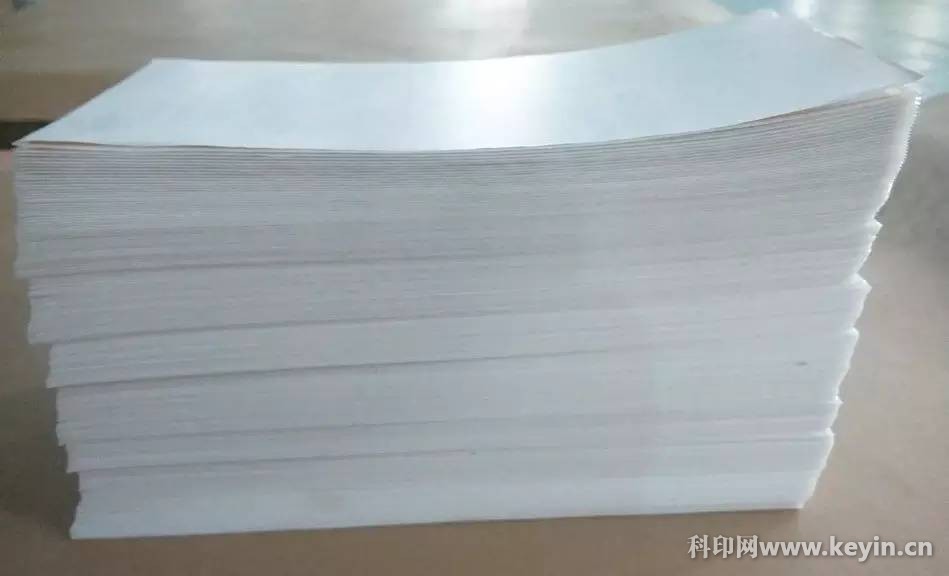
这种原因导致的折叠不齐,折出来的标签呈锯齿状排列。遇到这种情况可以试着增加设备的运行张力,如果模切工位前面有压辊,一定要将压辊压上并保证压辊两边的压力一致。一般情况下经过以上调整可以解决这个问题,但如果还是不能解决,就需要请设备供应商协助解决。
标签折叠歪斜的原因及解决办法标签折叠歪斜( 见下图)
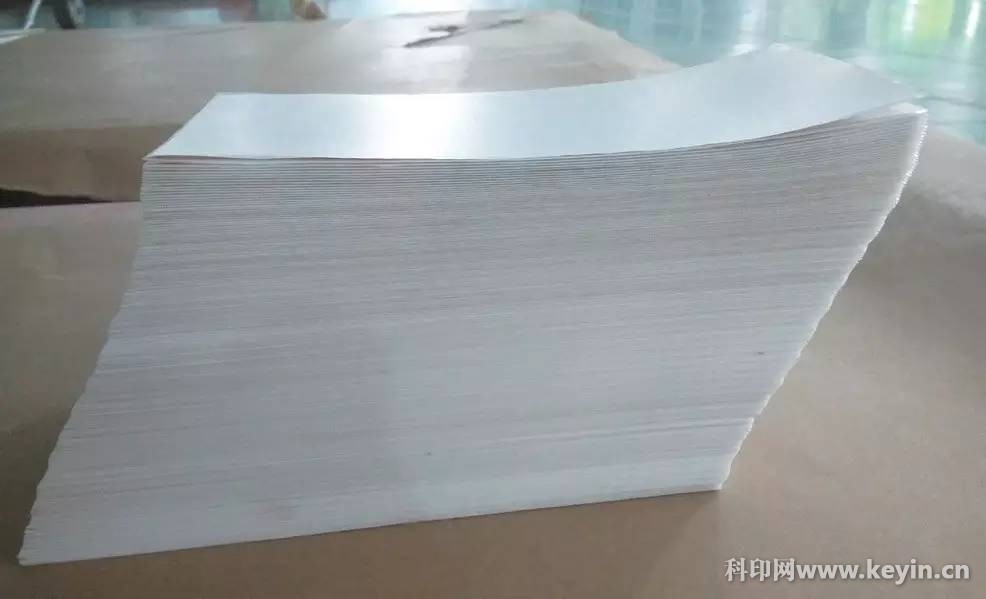
造成这种现象分两种情况,一种为前后歪斜,另一种为左右歪斜。前后歪斜一般是由于模切刀辊的直径与理论值有误差导致的。例如一个1 3 0齿的刀辊, 直径理论上应该为412.75mm,但有的时候有误差,实际尺寸会比这个值大一些或者小一些。这样就会导致上面的折叠虚线刀不能均分,从而造成标签折叠后前后歪斜。左右歪斜一般是由于虚线刀歪斜导致的,有的时候折叠出现左右歪斜我们还能明显的看到虚线刀切出来是斜的。这时候只需要把虚线刀调正就可以了。但有一点需要注意,那就是有的时候我们肉眼观察虚线刀是正的,但实际切出来的标签却是斜的,出现这种情况有可能是设备的模切机组歪斜, 或是模切刀辊歪斜。如果出现这种情况就需要对设备进行调整了。
两个简单的小例子,希望能给印刷厂的朋友一些启示,出现任何问题都要冷静看待,逐本溯源,找出原因才能更好地找到解决方法。
- 申明:南彩上海印刷厂刊登此文《王健林的小目标 印刷设计中的小问题》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:数码打样打开烟包打样新局面
- 下一篇:如何解决瓦楞纸板拱曲、弯翘问题?