

印刷技术
全清废模切技术在药包领域的应用和优化
近年来,随着人力、原辅材料成本的不断上涨,以及工难招、人难留等问题的日益凸显,各行各业都面临着巨大挑战,包装印刷设计行业也不例外。利用自动化、信息化和智能化手段改进生产过程、寻求产业升级已成为大家的普遍共识。为了推进“机器代人”计划和“智能印刷厂”建设的进程,多年来我公司不断引进自动化设备,通过设备代替人工、提高设备自动化程度,显著提高了公司的生产效率、产品质量,使得公司在新型设备引进和技术创新方面走在了行业前列。在模切工序,我公司于2015年和2016年各引进一台全清废模切机,在应用过程中,通过设备、技术的不断优化,充分发挥了全清废模切技术的优势,大大提升了我公司模切工序的生产效率、产能和产品质量。本文,南彩上海印刷厂www.aituwo.com小编将对全清废模切技术在药包领域应用的现存问题、优势和优化过程进行分析,希望能对同行有所借鉴和帮助。
引进背景
2015年上半年,我公司业务增量较大,与上年同期相比,模切产量增加了20%,远远超出现有模切产能,因此不能及时交货,生产压力巨大。当时,我公司有模切机7台,但普遍进入“老龄化”,其中运转10年以上的模切机5台(有2台已运转15年),设备精度及状况较差,已无法应对旺季生产,需要采购新设备,以增加产能。另外,由于清废工序劳动强度较大,存在工难招、人难留的困难。生产旺季清废人员不足时,所有非生产人员每周3天轮流到车间清废,给正常的生产经营造成了不良影响,增加模切设备、提高设备自动化程度,已迫在眉睫。
全清废模切机可利用全清废工位连线清除纸张废边,收集的是完好的盒片,省去了原来的人工撕废边清废工艺,不仅效率高,而且人工清废造成的撕裂、撕折等情况得以避免,产品质量得到了提高。引进全清废模切机,不但能提高模切产能、缓解人工清废压力,而且符合我公司“机器代人”计划和“智能印刷厂”建设的发展思路。为此,我公司作为药包印刷设计领域“第一个吃螃蟹的人”,率先引进了全清废模切机,从此迈向药包印后全清废模切时代。
现存问题和优势
众所周知,全清废模切机自问世以来率先在烟包领域应用,众多模切设备生产厂家为了迎合烟包生产“外观精美、工艺复杂、质量控制严苛”的要求,为其量身定制了一套完整的全清废工艺方案,包括设备自身的设计印刷、分盒器的技术参数等,可以说在国内,全清废模切机就是为烟包而生的。近年来,由于人力成本飞涨等因素,药包印刷设计企业开始关注全清废模切机,虽然全清废模切机在烟包领域应用非常成熟稳定,但由于烟包和药包各自的特点不同,其能否很好地融入药包生产中,很多药包印刷设计企业都在观望。那么,全清废模切技术在药包领域的应用究竟在哪些方面“水土不服”呢?
1.药包订单批量小
一般来说,烟包订单批量较大,单个订单通常会连续生产几天甚至更长时间,批量大的产品更能充分发挥全清废模切机的优势。而药包订单批量较小,以我公司为例,平均每月有近千个订单,每个订单的生产量一般在15000~17000张,每个班次需要更换3~4个订单,与烟包订单相比相差甚远,频繁更换订单大大降低了全清废模切机的工作效率。
2.药包盒型种类多
大家都知道,烟包盒型种类基本一致,药包盒型种类却各式各样,有的外形尺寸看上去基本一样,实际测量却差1~2mm。所以,通常情况下,一家上规模的药包印刷设计企业的模切版数量都在1000~2000块甚至更多。对于全清废模切机来说,除了设备自身价格较高以外,最大的成本投入就是分盒器,每套分盒器的价格要上万元,由于药包盒型种类各式各样,不可能每个产品都准备一套分盒器,只能挑选一些订单批量较大的产品进行全清废,即使如此,满足一台全清废模切机的使用,也要准备40~50套分盒器。所以,由于药包盒型种类繁多、不标准,不仅降低了生产效率、增加了生产成本,更重要的是,对社会资源也是一种严重浪费。
3.药包废纸边不对称
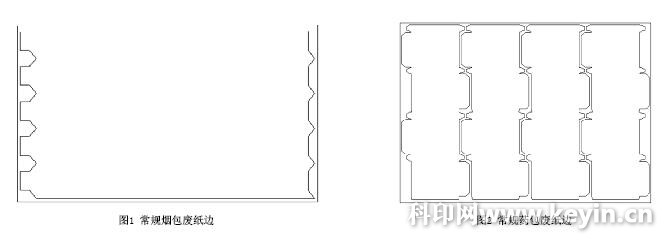
图1为常规烟包废纸边,图2为常规药包废纸边。通过两张图片的对比,我们可以发现,药包废纸边要比烟包废纸边复杂得多,由于药包废纸边不规则且比较复杂,严重影响了全清废模切机的生产效率。
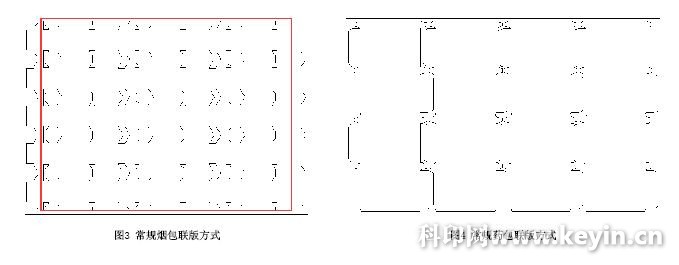
但由于药包的联版方式和烟包不同,所以在全清废工艺流程上还是有所区别的。相比来说,药包全清废更简易一些。烟包全清废工艺流程是:先模切,然后在半清废单元把孔位和尾边清掉(如图3所示),最后在全清废单元把盒片清出。而大部分药包的联版方式如图4所示,除了盒片以外,所有废纸边都是连接在一起的,此种联版方式的药包的全清废工艺流程可以是模切后直接在全清废单元把盒片清出,省去了中间的半清废环节。当然,根据联版方式的不同,部分药包的全清废工艺流程会与烟包相同。
优化过程
虽然全清废模切技术在药包领域的应用有一些无法跨越的“鸿沟”,但也阻挡不了药包印刷设计企业勇于尝试的心。我公司自引进全清废模切机以来,一直在不断地优化,以便发挥全清废模切技术的最大优势。
1.不停机取样功能的优化
我公司于2016年引进的全清废模切机是天津长荣印刷设备股份有限公司(以下简称“长荣股份”)于2014年推出的新一代机型,此机型除了我们熟知的全清废模切机的全部功能以外,还可以实现设备全速运行时不停机取样。这一技术和设备的诞生,彻底解决了传统全清废模切机效率提升和质量管控不能兼得的问题。但新技术的诞生也带来了新的技术问题。设备在高速运转时实现不停机取样,就需要增加缓冲装置来降低样张的惯性,废纸边的平稳下落也需要缓冲装置,缓冲装置通常采用毛刷。但当设备高速(7500~8000张/时)运行时,由于药包废纸边形状比较复杂,毛刷很容易挂住废纸边,造成废纸边无法下落或者歪斜,此时就可能造成设备故障停机,因此设备只能在5000~6000张/时的速度下工作,无法发挥最大效率。为此,我公司和长荣股份共同成立了技术攻关小组,对缓冲毛刷和收废纸边皮带等装置进行了优化,经过2个多月的共同努力,终于攻破技术难关,目前设备可以在全速状态下长时间稳定生产。
2.连接点设计印刷的优化
对于连接点,不管是药包还是烟包,都有一个共同特点,即成型后连接点不能露在外面,所以一般遵循如下原则:一是连接点开在比较隐蔽的位置;二是连接点数量越少越好;三是确保连接点的强度;四是连接点在每个盒子上的位置相对固定。
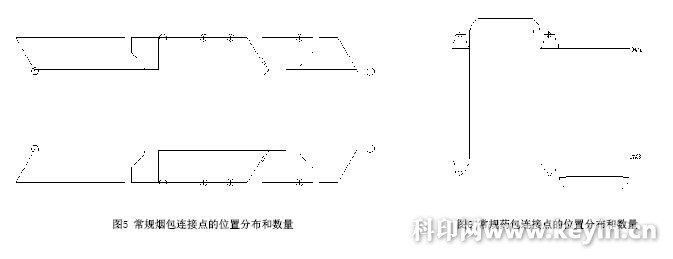
连接点的位置分布和数量会影响全清废的流畅性,从图5和图6可以看出,烟包连接点数量更多一些,更重要的是分布均匀,在高速运转状态下会更加稳定,而药包连接点的数量更少一些。那么,在连接点数量少、分布不均匀的情况下,如何满足高速运行的要求呢?除了遵循上述原则以外,还有以下几个注意事项:
(1)根据纸张厚度的不同,连接点的宽度和深度应做出相应调整;
(2)走纸方向的连接点宽度要大出0.1~0.2mm,加强走纸方向连接点的牢固度;
(3)连接点的形状应为“U”形,而不是“V”形。
3.分盒器的优化
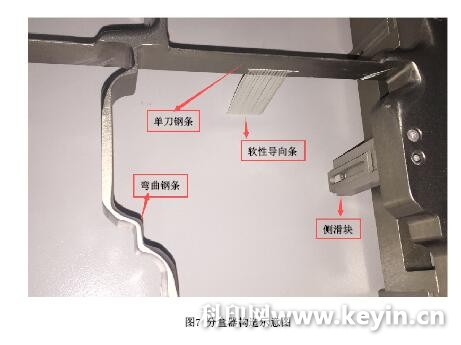
分盒器是全清废模切机非常重要的一个部件,对于分盒器的优化,主要体现在对以下3个问题和故障的排除。分盒器构造示意图如图7所示。
(1)软性导向条易磨损
如图7所示,软性导向条是一种较薄的软片,本身就是一种易耗品。软性导向条一般在单刀钢条下部使用,因为对于盒片来说,单刀处几乎没有间隙,所以无法使用硬度较强或过厚的导向条,否则会对盒片造成损坏。
虽然软性导向条是易耗品,但也能采取一些措施延长其使用寿命。首先,将悬挂软性导向条的开槽下沿处理一下,使下沿的厚度小于单刀钢条的厚度,再把开槽下沿打磨成弧形,这样就会减小软性导向条受到的摩擦力,从而提高其使用寿命。
(2)盒片收集不整齐
盒片收集不整齐的原因一般是下分盒器轮廓尺寸过大或侧滑块(见图7)位置有偏差造成,导致盒片下落时处于自由下落,不能引导盒片准确定位。优化措施:其一,检查下分盒器轮廓尺寸是否过大,根据实际情况缩减轮廓尺寸,同时尽量选用一次性加工成型的分盒器,防止因钢材在焊接过程中受热变形而造成分盒器轮廓尺寸有偏差;其二,检查侧滑块上下移动是否顺畅,只有上下移动顺畅的侧滑块才能确保盒片下落定位准确。
(3)盒片侧面有划痕
盒片侧面有划痕的原因是下分盒器单刀钢条太宽或弯曲钢条(见图7)不够圆滑,盒片在下落时受阻产生刮碰。优化措施:若盒型排列结构允许,尽量减小单刀钢条厚度,但不能过度减小,以免影响分盒器强度和使用寿命;若弯曲钢条不够圆滑,则使用油石或者砂纸进行适当打磨。
综上所述,虽然当前全清废模切机在药包领域的大范围推广仍存在一些问题,但随着药包印刷设计企业对生产自动化要求的提高和“智能工厂”建设的推进, 全清废模切技术将进一步得到普及,成为未来药包模切生产的主流。
- 申明:南彩上海印刷厂刊登此文《全清废模切技术在药包领域的应用和优化》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:激光模切推动印刷设计包装印刷全流程数字化
- 下一篇:优化模切工艺提升模切质量和效率