

包装印刷
提高折叠彩盒附加值必须知道的2种烫印工艺
斜拉烫印工艺
烫印工艺可提高产品档次,赋予产品较高的防伪性能,因此在折叠彩盒加工领域应用越来越多,但由于电化铝箔含有热熔胶、薄膜等材料,最大限度地应用电化铝箔不仅可为企业节约材料成本,更是对行业、国家倡导绿色印刷设计政策的积极响应。
传统烫印工艺过程为:通过烫印版使电化铝受热,剥离层、胶黏层先后熔化,在压力的作用下胶黏层与承印物黏合,着色层与涤纶片基层脱离,镀铝层和着色层留在承印物上,完成烫印。在传统烫印工艺中,电化铝箔宽度的选择主要考虑3个因素:①电化铝箔宽度比烫箔图案宽6~12mm,以确保烫印过程中电化铝箔的抖动不会造成烫印残缺;②单位面积上尽可能多地烫印图案,以最大限度节约电化铝箔;③电化铝箔的最窄规格限定在25mm,以确保拉紧运转的稳定,避免出现折叠、断金的情况。由于传统烫印工艺中,常规的拉电化铝箔方式为横向或纵向直拉,而电化铝箔的宽度最小一般为25mm,所以在烫印图案很小的情况下,横向或纵向直拉方式的电化铝箔利用率较低,因为只使用到电化铝箔中间的部分,两侧很大一部分电化铝箔会被浪费。
而采用斜拉烫印工艺能很好地解决上述问题,斜拉烫印工艺的流程为:
(1)判断需要烫印的图案形状能否使用斜拉方式,判断标准为:当需要烫印的图案宽度小于20mm,且排版后同一列烫印图案的数量为n(n≥2)。
(2)计算出斜拉角度:设纵向相邻两个烫印位的间隔为a,烫印位宽度为b,长度为c,电化铝箔上烫印痕迹的间隔为d,根据公式θ,计算出斜拉角度θ,随后结合烫金机的尺寸确定电化铝箔放置的位置,设跳步幅度为c+1mm匀步。
(3)确定电化铝箔宽度为nb+(b-1)+6mm,根据斜拉角度θ对电化铝箔进行斜拉烫印。
值得一提的是,当产品需要烫印多个不同图案时,必须注意不同条电化铝箔间的间隙是否足够(≥1.5mm),斜拉的电化铝箔是否与其他直拉的电化铝箔重叠,如果发生重叠,则不能使用斜拉方式。
以某折叠彩盒订单1万箱为例,排版为横向6个单位、纵向3个单位,合计18拼版。如果采用纵向直拉烫印工艺,则需要使用规格为25mm×1200m的电化铝箔108卷;如果采用斜拉烫印工艺,仅需要规格为25mm×1200m的电化铝箔36卷,每生产1万箱彩盒可节约电化铝箔72卷。由于不同产品烫印图案和烫印位置的不同,电化铝箔的用量也有所不同,即便采用简单的双排斜拉方式,电化铝箔节约量也可达到30%以上。因此,使用斜拉烫印工艺可以大大节省电化铝箔,极大地降低生产成本。
金粉去除工艺
按照走纸方式的不同,烫印可分为单张纸烫印和卷筒纸烫印两种。由于卷筒纸烫印无需叼口,可节省纸张,且烫印时可根据凹印的色标定位,有效消除了单张纸因套准线偏差而对烫印套准产生的影响,因此得到了更为广泛的推广和应用。但在用卷筒纸烫金机进行烫印时,经常会遇到金粉残留问题,就会对产品质量造成很大的影响。
引起金粉残留缺陷的主要原因是张力控制和静电吸附。张力控制是平压平卷筒纸烫金机的重要指标,为了使烫金机在运转过程中形成合适的张力时,需要使压力胶辊和导纸辊合压,但合压后在摩擦力的作用下,当经过烫印的纸张从压力胶辊和导纸辊之间穿过,纸张表面的部分金粉就会转移到压力胶辊上,再当后续纸张经过压力胶辊时,压力胶辊上的金粉又会转移到纸张表面,从而使烫印后的产品表面滞留金粉。
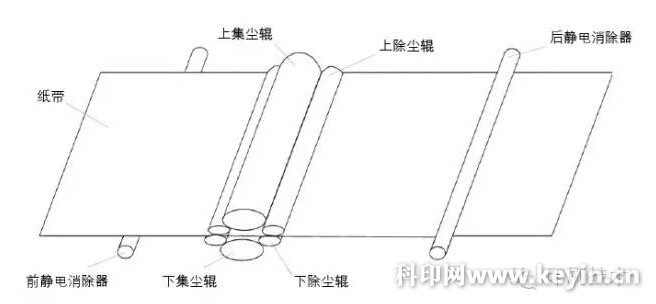
金粉去除工艺的实现在于对烫金机靠近收卷端的位置加装金粉去除装置,原理如图1所示,主要包括静电消除器、除尘辊、集尘辊等部件。其中静电消除器用于消除纸带上的静电,防止金粉在静电作用下再次吸附在纸带上,除尘辊与纸带直接接触,用于吸附纸带上的金粉,而集尘辊则与除尘辊直接接触,用于吸附和收集除尘辊上的金粉。除尘辊与集尘辊表面为环保型微(低)黏性不干胶,不会对图文造成任何不利影响,而且可以直接使用清水冲洗循环使用,兼具实用性与环保性。(责编:庞俊启)
- 申明:南彩上海印刷厂刊登此文《提高折叠彩盒附加值必须知道的2种烫印工艺》,只为传递信息,不代表本站观点,版权归原作者所有!
- 标签:
- 上一篇:关于化妆品包装印刷质量检测项目的探讨
- 下一篇:拉芳家化设计印刷总监谈二维码在包装印刷上的应用